外部螺旋挡圈自动化安装
使用锥形心轴张开挡圈并将其安装到轴上的凹槽中。(注意:锥度的倾角应为 3-5 度)。
在生产过程中,自动化装配是一种降低成本的工具,还能通过可重复性提高生产率和质量。
送料设备应能与符合标准规格的挡圈配合使用。最关键的是,设备要能适应您所使用的挡圈类型的螺旋和节距限制。如果设备对上述任何因素敏感,则需要进行特殊处理,这将增加您的成本。
使用锥形心轴张开挡圈并将其安装到轴上的凹槽中。(注意:锥度的倾角应为 3-5 度)。

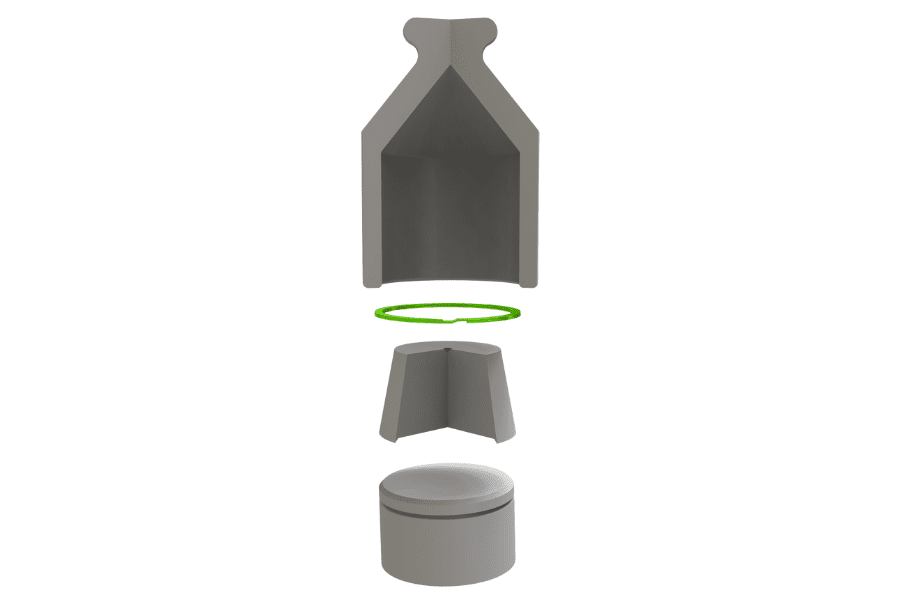
使用锥形外壳压缩挡圈,并将其安装在外壳的凹槽中。(注意:锥度的倾角应为 3-5 度)。

这是将外部挡圈转移到锥形心轴上的首选方法,使用的滑块上有一个用于凸耳的补充切口。(注意:送料指厚度应为最小挡圈厚度的 80%)

这是将内部挡圈插入锥形外壳的首选方法,方法是将机械装置插入凸耳之间(注意:送料指厚度应为最小挡圈厚度的 80%)。